The 'elephant in the room' for me was cutting the ports accurately with what i have.
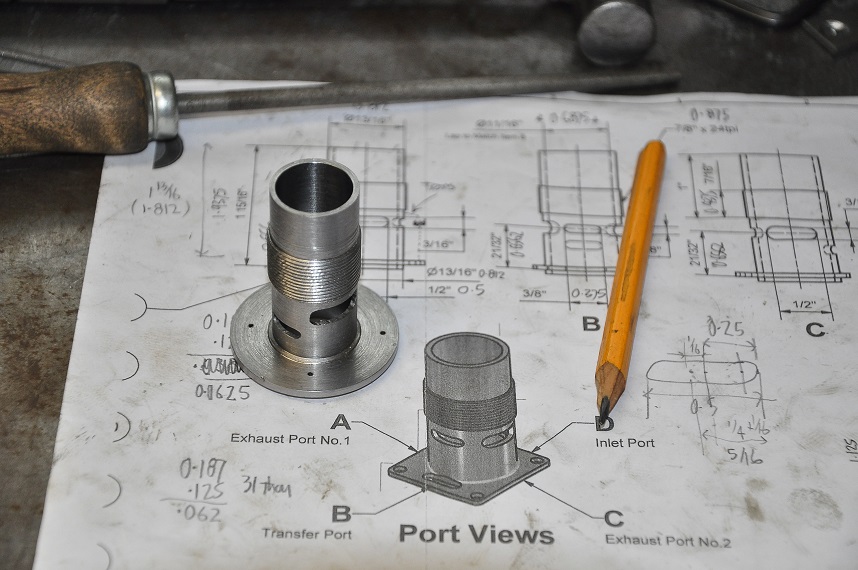
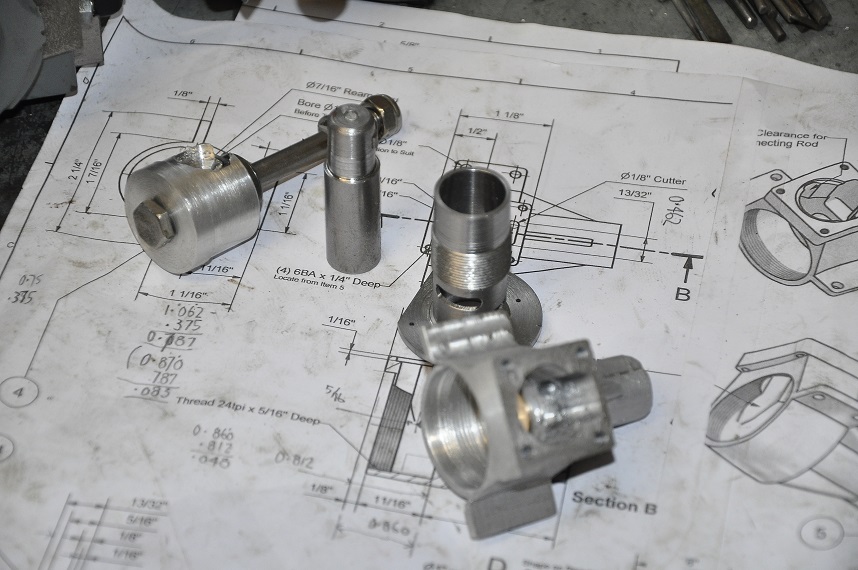
I've ordered a 1/8" dis slot drill to cut the ports, there are 4 of them, 2 x exhaust and the inlet and the transfer port. The Transfer and the exhaust ports are on the same height from the crank case deck, the inlet lower down.
All are at 90 degs to each other, exhaust the same size, the trans/inlet a smaller size.
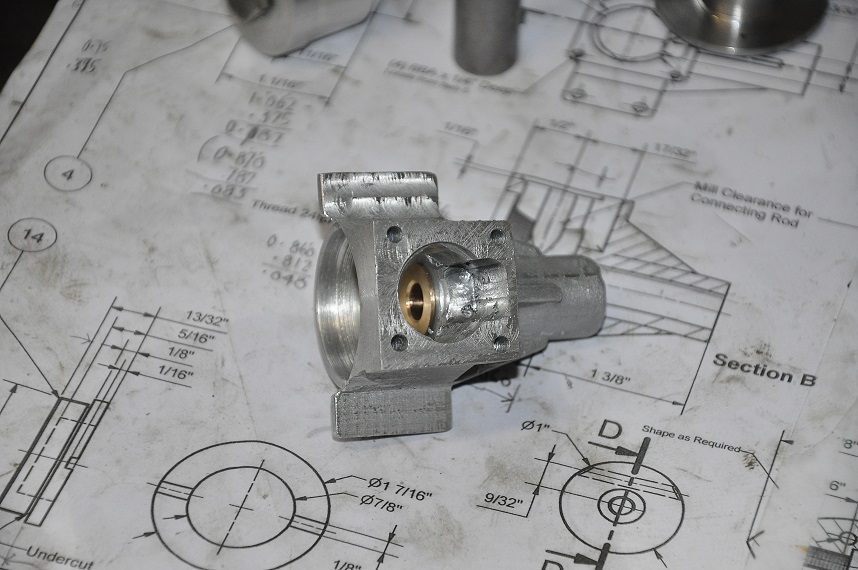
Decided on the approach and confident it will work well; I have to wait for the cutter to arrive early next week, but I can make the cooling jacket/cylinder head in aluminium in the waiting time.
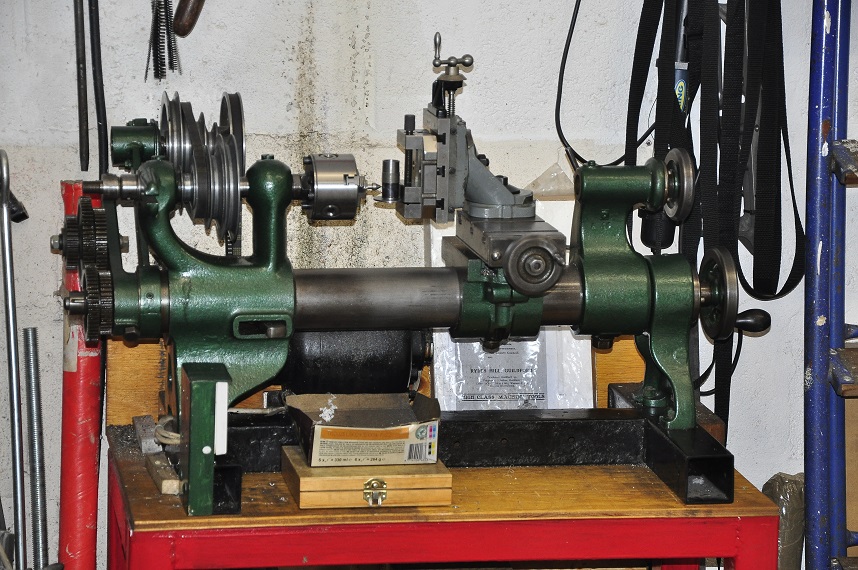
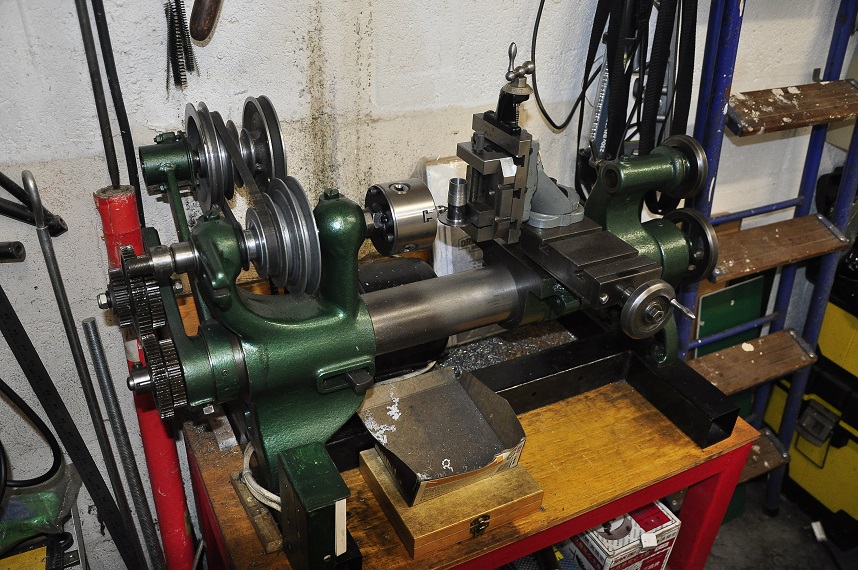
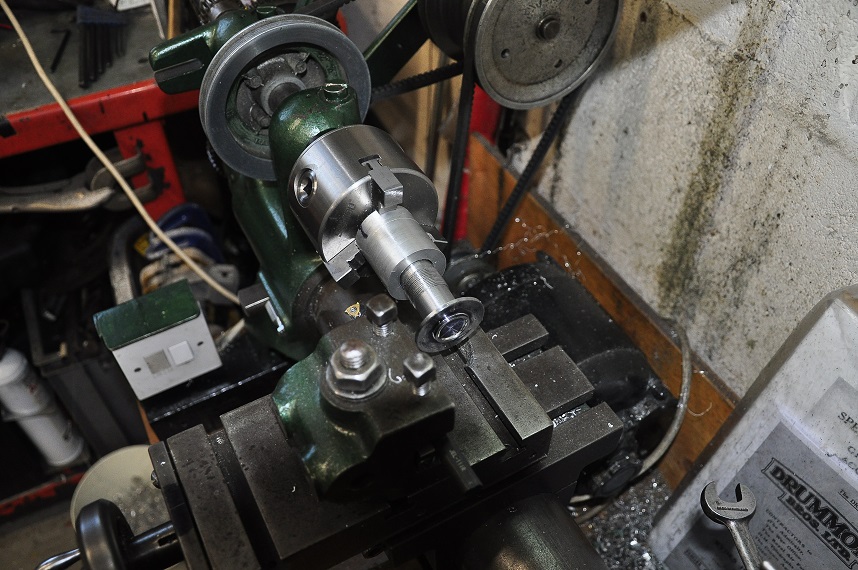
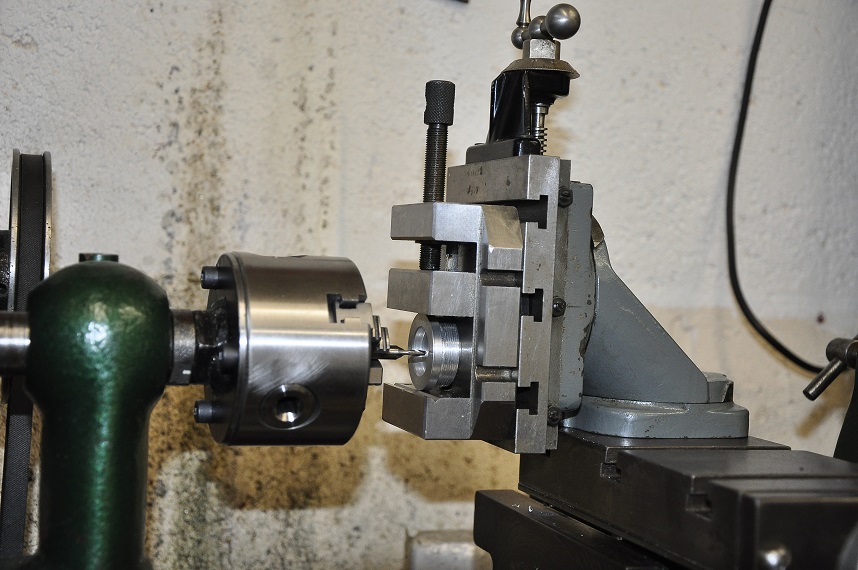
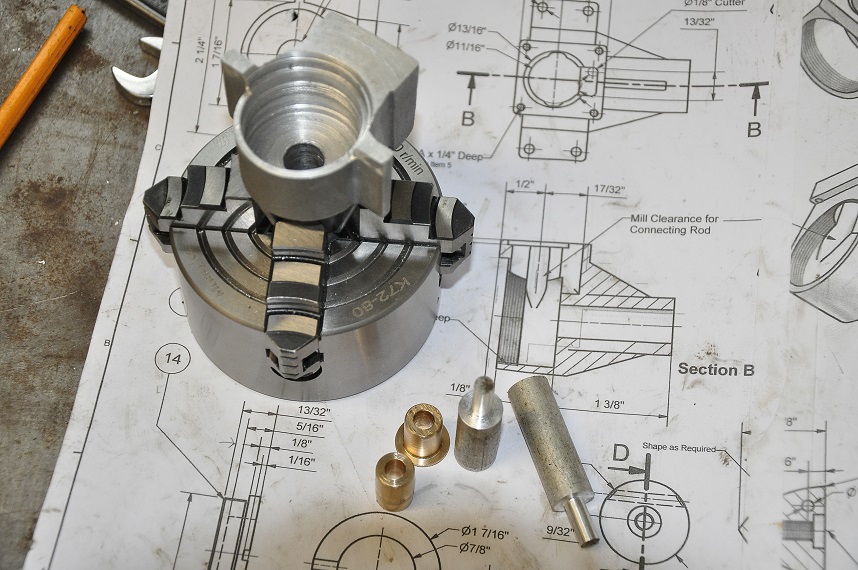
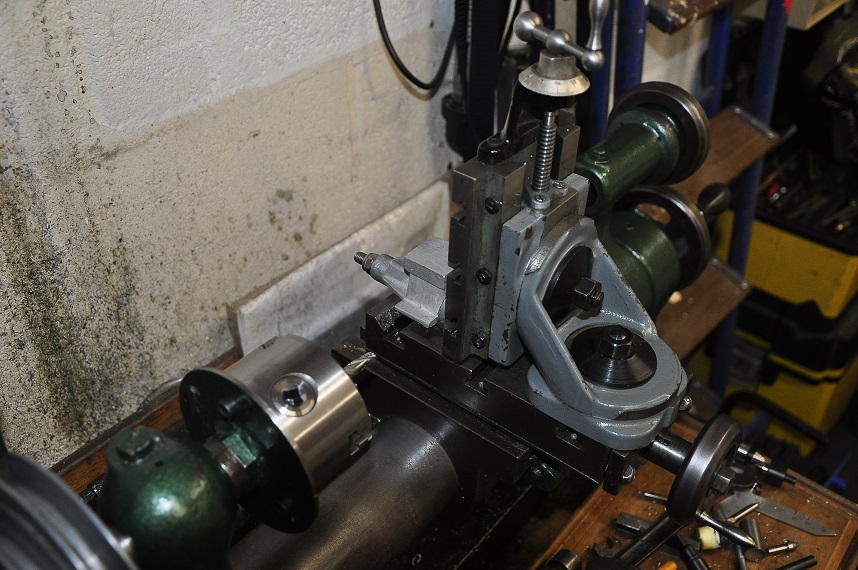
By using the Myford vertical slide the lathe becomes a small milling machine, and after marking out the square base in the cylinder flange the datum is set for all the ports.
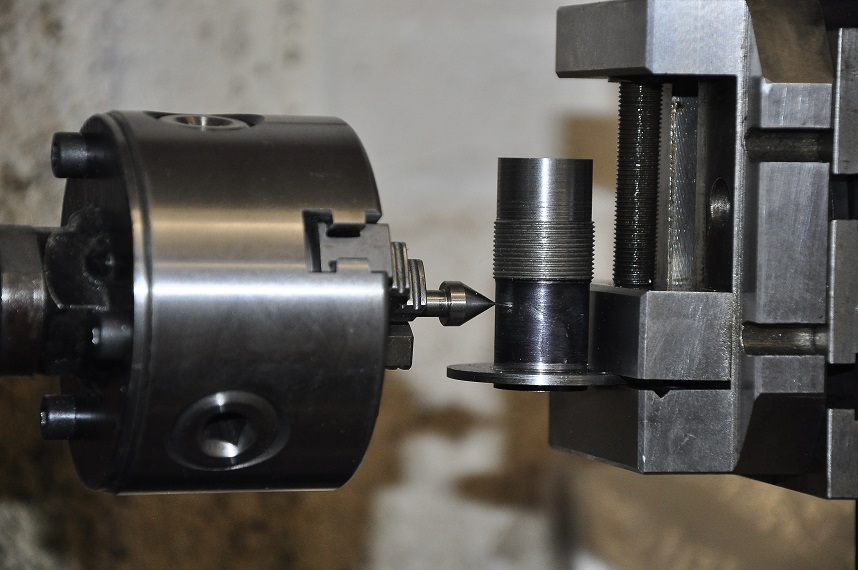
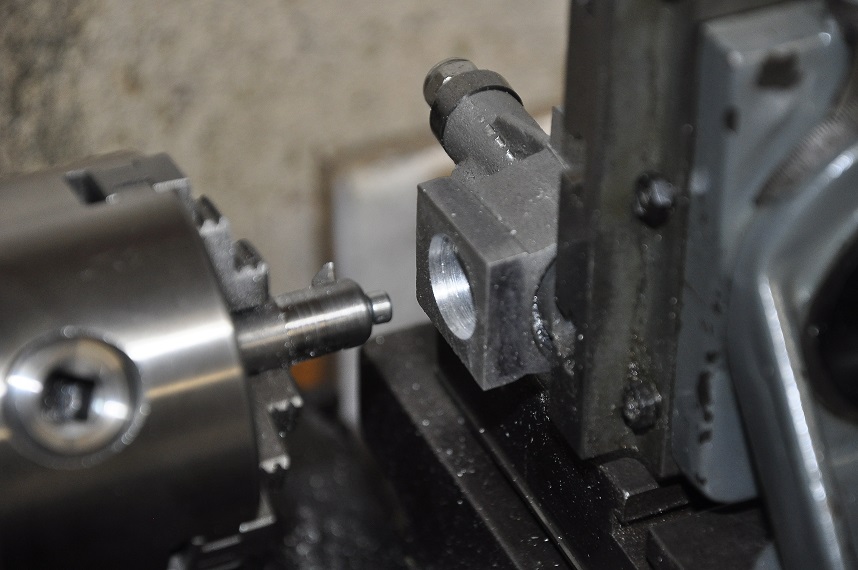
The center line of the 3 ports at the same height can be picked up using a sharp dead centre, and I trust my 'micrometer eye' plus some arithmetic to set the height and centre to the datum.
I need to support the back end of the moving jaw of the small vice as it kicks over a bit too much for my liking, but some suitable wire will fix that.
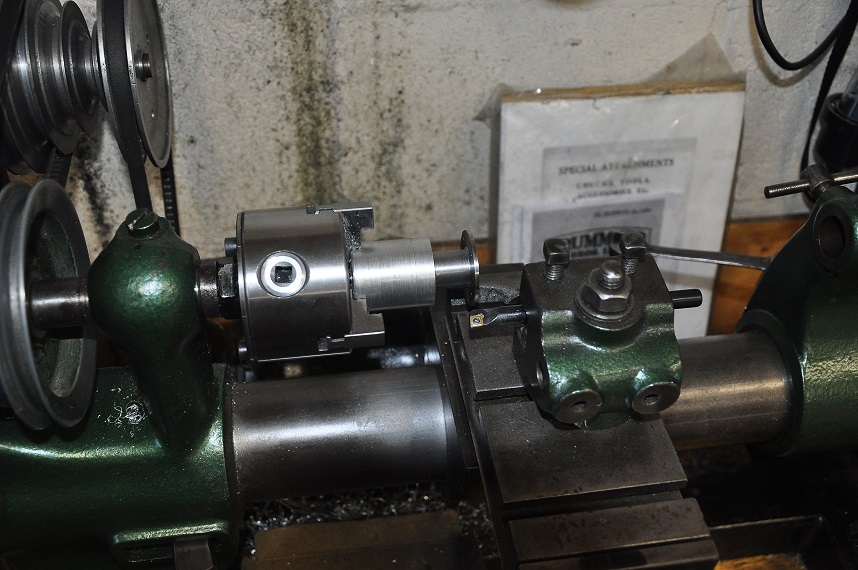
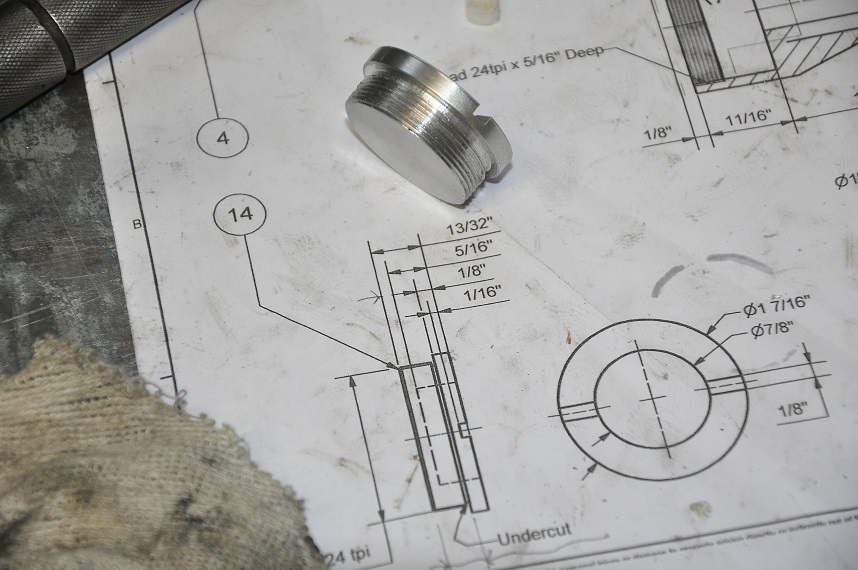
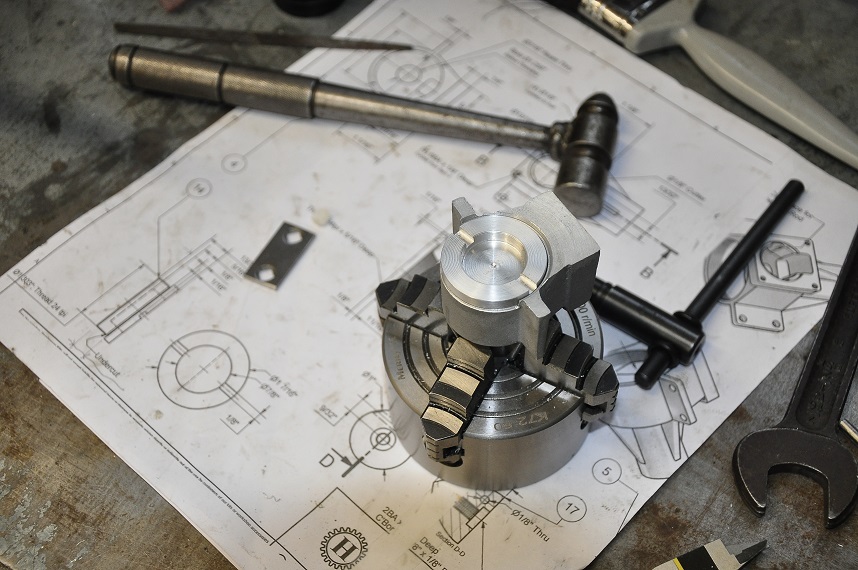
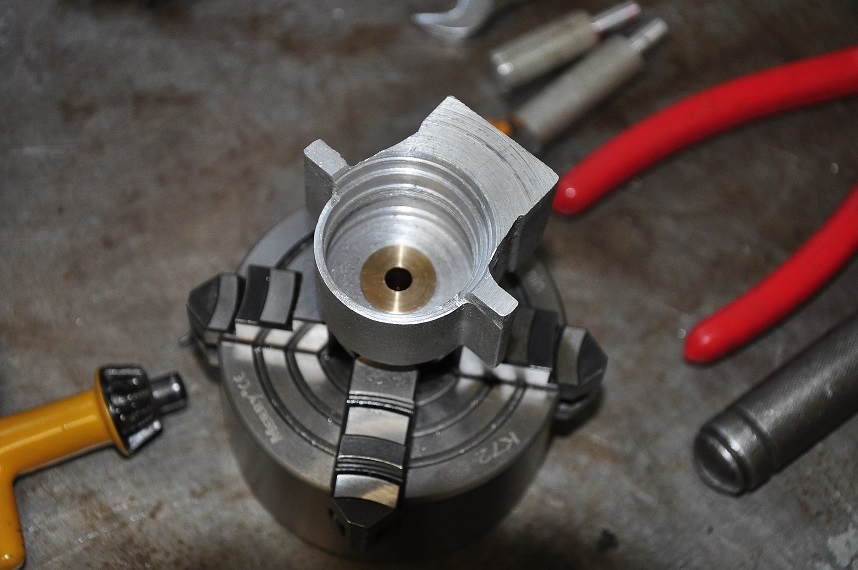
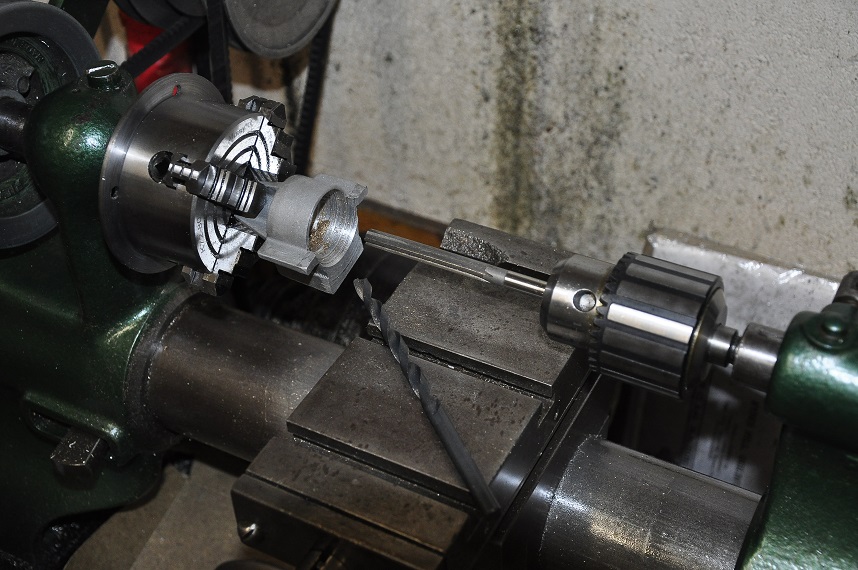
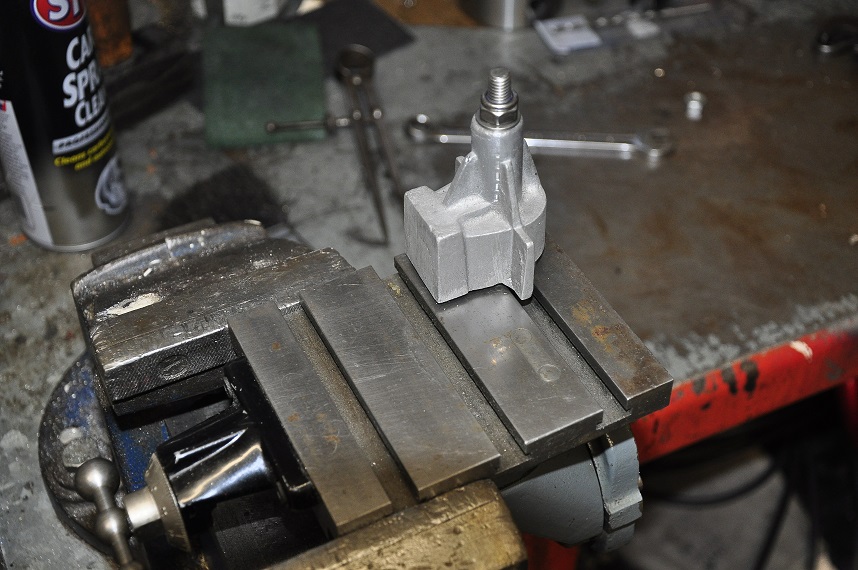
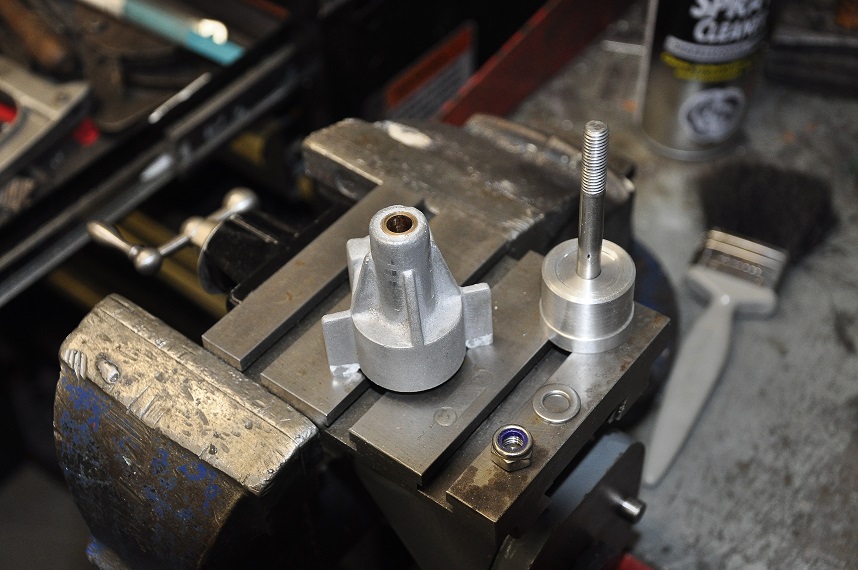
I'm not good with words, so I hope the pics below will speak a thousand words.